




















86514-86880517



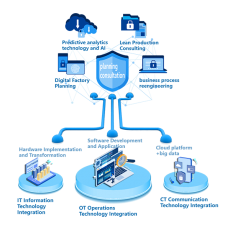
Sheet metal digital platform is a set of standardized intelligent manufacturing digital application management platform specially designed for sheet metal industry. With unique advantages, the function follows strict standards to ensure standardized and efficient operation; The implementation process is fast, which can greatly shorten the project cycle and enable enterprises to quickly start the digital transformation process; In terms of cost, it can be precise and controllable to help enterprises maximize benefits within the budget. The platform also has strong compatibility, which can be perfectly adapted to Yawei sheet metal processing equipment to give full play to the performance of the equipment; Seamless integration with CAM nesting software, optimize sheet nesting scheme, improve material utilization; At the same time, it can deeply integrate with common ERP software to realize real-time data sharing and break information islands. Through a full range of integration, effectively reduce human input, improve production efficiency, help sheet metal enterprises stand out in the fierce market competition, to achieve intelligent, digital high-quality development.




No CAD plug-in is integrated, the assembly is imported, and the corresponding expansion diagram is generated with one click, and automatically synchronized to the diagram document system for classification and storage. This step solves the problem of the basic data source of sheet metal production, which is also the preconditions and basic data specifications of the subsequent production links such as cutting, sorting, and residual material management. Solving the problem helps to improve work efficiency and design quality, and ensure the continuity of sheet metal production line.

Traditional sheet metal processing needs to go through drawings, disassembly and development, process data preparation, manual CAM cutting and other preparatory work, highly dependent on professional process engineers skill level. Yawei intelligent system has developed automatic cutting plug-in, which sends parts, drawings, quantity, material and other information through script commands with one key, without human intervention, automatically executes cutting action, automatically analyzes the cutting result, and automatically obtains and issues NC program. Different parts or workorders of the same material can be selected, and the system automatically obtains the drawings of the machined parts and transmits them to the CAM system, which automatically generates the corresponding machining procedures and cutting results. The generated processing program is automatically transmitted to the corresponding processing equipment, and the corresponding processing program is automatically executed by the processing equipment.
According to the relevant constraints, through the system of simple scheduling, make a reasonable and scientific production plan.


Support docking equipment, automatic processing NC work order, automatic report, automatic loading and unloading.
Support the docking machine tool mold information, statistical machine tool mold change times and mold change action marks, reduce the waste caused by mold mismatch.
1. The system issues program work order to the machine.
2. The operator performs mold operation according to the first program station and mold.
3. Start the first automatic processing program after the completion of the mold.
4. After the first program is processed, the machine compares the stations and molds of the first program and the second program. If the requirements are not met, the processing of the automatic list is suspended, an alarm is issued, and the list of stations and molds that need to be replaced is sent to the system.
5. After receiving the replacement list sent by the machine tool, the system generates the mold replacement confirmation sheet according to the replacement list.
6. When the operator finds the machine stops, check the alarm, check the mold replacement confirmation sheet on the system, and perform mold change operation according to it. After the mold change is completed, confirm it in the system.
7.WMS+ sends the mold replacement completion signal to the machine.
8. The operator re-automates the program behind the machine tool interface.

The key to material cost lies in whether the software layout and nesting module are strong and optimized, that is, the control of material cost lies in whether the nesting in the early stage is reasonable, and the subsequent residual material management, that is, the reasonable optimization of secondary utilization, further controls the utilization rate of materials. Yawei sheet metal MES software automatically stores the remaining materials in the material library according to the actual shape after precise calculation and optimization of layout in advance.
Customers can customize the residual information, minimum size, material, plate thickness, priority, etc.
During the sorting operation, the remaining materials can be re-stored as raw materials, the printer prints the two-dimensional code of the remaining materials, and the sorting worker scans the code to enter the warehouse.
Support one click to export the list of remaining materials in the library, process programming personnel can also view online real-time for the next nesting layout use.

After blanking, punching, cutting and sorting, the system can automatically analyze and generate bending work order according to the pre-maintained process route of the part, and can set bending process drawings, work instructions and procedures. Support the connection of the automatic bending unit, to achieve the online management of the work order of the bending part.
When the parts are bent and processed, the bending workers click on the bending report in the system, and choose whether the bending parts are stored. If the information of bending parts is bound to the pallet after manual assembly, the system runs the dynamic library location algorithm, automatically searches and matches the best combination library location, performs the warehousing action, and updates the library location information. If it is not stored, it is transferred to the next process.
1. The operator first puts the number of the bending parts that need to be stored on the pallet in the storage station car, and checks the quantity and code of the materials.
2. After placing and counting, select the bending work order, and the system automatically binds the tray according to the bending work order information, which can be adjusted manually.
3. After the warehousing task is submitted, the warehousing command is started, and the truck first runs to the port of the warehouse. During the operation process, the sensor outside the warehouse detects the number of material occupied layers on the truck and informs the production line management software, so as to determine the storage location combination scheme (number of material occupied layers).
4. Perform the import operation.
5. Empty and solid inspection of the cargo space. Before unloading the stacker into the cargo space, the photoelectric device will check whether there is goods in the cargo space of the shelf to prevent the collision of the warehouse; If it is found that there is goods in the cargo space, stop the delivery and alarm, and manual intervention is required at this time.
6. The system updates the inventory information according to the storage result.
The previous WCS system developed and used based on version 2.0 could not support the changing market customization requirements and automated customer lean production requirements, and it is urgent to develop version 3.0 to achieve intelligent scheduling avoidance algorithms such as optimal path algorithm, optimized space utilization, collision avoidance algorithm, device preference algorithm, task and device matching algorithm, and dull reduction algorithm.
When the multi-column library is a one-track dual machine, WCS calculates the relative distance and speed of the two devices (stackers) based on the real-time position and task priority of the devices. If two devices are traveling towards each other and the distance between the two devices is less than the safety threshold, and the device with a lower priority is far away from the start point or end point of the current task (that is, the cost of avoiding the collision is relatively low), slow down the device with a lower priority and wait for the device with a higher priority to pass before starting the task. If a high-priority device is traveling in the same direction and is about to catch up with a low-priority device, a similar deceleration avoidance strategy can be adopted.
During the avoidance process, WCS continuously monitors the position and status of the equipment, and once the high-priority equipment passes through the safe area, it immediately controls the low-priority equipment to return to normal speed to reduce overall operational delays.
The safety distance threshold is dynamically adjusted according to the operating speed and load of the equipment. On the premise of ensuring safety, the avoidance distance between the equipment is minimized to improve the utilization rate and operation efficiency of the track.
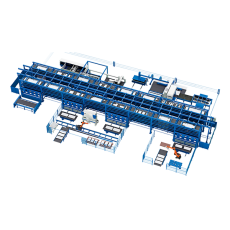
In multi-column library projects, automated production lines often have multi-process processing equipment such as punching, cutting, cutting, and folding at the same time, and the same process equipment may also have multiple sets, so for different processing processes, set equipment preferences, which is conducive to improving storage operation efficiency and reducing material flow working time.
1. High power machine tool processing thick plate, low power machine processing thin plate, then when the raw materials are stored, the thick plate is preferentially placed near the high power machine tool feeding table, the thin plate is preferentially placed near the low power machine tool feeding table;
2. When the material is finished to be sorted into the warehouse, it is preferentially placed in the warehouse near the central sorting port. When the material is called by manual sorting, it can be transported to the integrated sorting port in the least time;
3. The bending unit or bending center often requires the sorted parts to be processed out of the warehouse. When manual sorting or palletizing sorting is finished, the sorted parts are preferentially placed in the warehouse near the bending station. When the bending work order is opened, the materials can be sent to the bending loading table with the least flow path and the lowest delivery time;
4. When the bending parts are stored in the warehouse, they are prefered to be placed at the exit of the high truck. When the bending parts are unloaded, they can be unloaded nearby;
Because the storage location is dynamic, the location of the goods is not as intuitive as the fixed storage location, which increases the difficulty of inventory management.
When dynamic combined storage locations are stored, they are placed from top to bottom to reduce the isolation of empty storage locations and effectively improve the utilization rate of storage locations.
1. First-in first-out principle: the raw materials in the warehouse are preferentially used to reduce the inventory cycle of materials and avoid the occurrence of dull materials;
2. Proximity principle: give priority to the use of materials near the production equipment to improve production efficiency and ensure smooth production rhythm;
3. The principle of maximum utilization of storage space: give priority to the storage space with the least amount of materials in the tray, release as many empty pallets and empty cargo Spaces as possible, and reduce the occupation of pallets and storage Spaces.








 International Sales Hotline:
International Sales Hotline:86514-86880517
 International Sales Email:
International Sales Email:sales2@yawei.cc
 International Service Hotline:
International Service Hotline:86514-86519121
 International Service Email:
International Service Email:service2@yawei.cc
Copyright © 2025 Jiangsu Yawei Machine Tool Co., Ltd. 苏ICP备05049318号-1

Hi, l am Yawei, How can l help you?